
Здравствуйте, гость ( Вход | Регистрация )

  |

 16 Sep 2009, 03:15 16 Sep 2009, 03:15
Сообщение
#1
|
|
|
Advanced Member  Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Про станки ЧПУ знают многие. Но, пока, повального использования в любительских делах не наблюдается. Возможно по тому, что по инерции отношение к ним как к чему то запредельному.
На самом деле на сегодня эти станки стали вполне обычными и доступными. Может будет интересна тема их использования? Если так - поддерживайте. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
 |
 
|



|
16 Sep 2009, 03:16
Сообщение
#2
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Думаю пока с чего попроще начать.
Например с общих вопросов. Для проектировщика, он же потом - заказчик, стоит знать некоторые засады, влияющие на стоимость и качество работы. Это как бы взгляд с закулисье. Искать станок в крупных городах, конечно, стоит по объявлениям рекламщиков. И искать именно саму наружную рекламу а не фрезеровку. Не часто дают объявления о приёме заказов на станок. Найдя подходящую контору, не стоит спешить со звонком менеджеру по поводу конкретного заказа. Лучше дипломатично поинтересоваться смогут ли они сделать, скажем вывеску 6 Х 3 м со сквозными буквами ( сами, конечно. Иногда заказы сливают коллегам, у которых есть станок. А сами только монтируют.) Если возьмутся, значит станок с большим столом есть. Как правило, максимум в таких мастерских - 3 000 Х 2 500 мм. Этого достаточно. Вот теперь можно ехать и говорить с оператором станка. Не редкость соглашение начальства с оператором о подработке на сторонних заказах. Или просто подработка ...  Понятно, что можно выгадать в цене. Да и хорошие отношения с тем кто будет делать - не лишнее. Ну, дальше понятно. Возьмется сам, или к начальству пошлет, тут не угадать. Понятно, что можно выгадать в цене. Да и хорошие отношения с тем кто будет делать - не лишнее. Ну, дальше понятно. Возьмется сам, или к начальству пошлет, тут не угадать.Еще момент - рабочая зона станка. ее надо знать до подготовки модели к исполнению. Понятно, что взяв на себя максимум подготовки модели, можно говорить о снижении цены. Не малую долю стоимости относят на правку и подготовку заказа технологами или оператором. Иногда эти спецы в одном лице. Реже в нем же и 3D разработчик. Это фирмы экономят. Беда, что зачастую "два в одном" не умеют или не хотят заниматься 3D обработкой. А по тому, лучше подготовить модель по максимуму. Это по предварительным заботам. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 03:16
Сообщение
#3
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Про фанеру и другие листовые особо писать нечего. Важны только габариты стола. Если не влезает по двум осям - надо думать как дробить на части под склейку. Возможно, стоит использовать вариант из двух слоев с разнесенными стыками. То, что куски лягут как влитые - 100%. Ну, если оператор не полный лопух. А так - эта задача хлеб для таких мастерских. Вырежут со свистом.
Цена такой работы рассчитывается по метрам резки. И не сильно дорого. 3D же считается по времени работы. Вот тут надо осторожно. Проконтролировать не удастся. А предварительный просчет, который делают проги для подготовки кодов станку, сильно далек от жизни. В ArtCam, например, вводится коэффициент. Какой - решает программист. Ну и понятно... И с фрезами тоже есть хитрости. Один мой знакомый закладывал в смету по фрезе на каждый лист. А стоят они не мало. Это как пример патологической жадности. Можно постараться и договориться привезти свой инструмент. Получится, хватит с запасом на комплект тех же шпангоутов на 7ми метровку. А в целом такая резка - рутина. Сообщение отредактировал Soling - 16 Sep 2009, 15:48 -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 03:17
Сообщение
#4
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Что стоит учитывать при подготовке векторов для резки в 2.5D. ( 2.5 потому, что Z ось используется только для входа - выхода фрезы из материала. Вдоль ветора она идет на одной высоте. В отличии от 3D )
Во первых редактор в котором делаются вектора. Растровые, понятно, не годятся. Не стоит пользовать оформительские пакеты. Типа Corel Draw. При конвертации глюки - обычное дело. Ветора для обработки должны быть обязательно замкнутыми. Если, конечно нужна контурная обработка. При просчете незамкнутых векторов прога не будет разбирать где внешний вектор, где внутренний. И, соответственно, игнорирует смещение на радиус инструмента. По опыту, поиск незамкнутых векторов - один из традиционных гемороев при подготовке. Часто, особенно в Акадовских файлах вектора прячутся один под другой. С ходу их не углядеть. Формат файла надо узнать у того кто будет готовить рабочие файлы. Проги подготовки весьма капризны в этом плане. Еще стоит обратить внимание на сглаженность векторов. Акад, например может сделать полилинии такими сегментами, что вместо круга получится многоугольник. Ну и размещение векторов и моделей. Проги обработки кладут закаченную модель так как она лежала на рабочем столе редактора. То есть ноль координат и координаты совпадают. Соответственно детали надо класть начиная от нуля координат. И не забывать, что между ними пойдет фреза. Расстояние между деталями лучше делать немного больше ее диаметра. А лучше двух. Если деталей много, стоит построить прямоугольник по размеру заготовки и укладывать в нем. Не забывая, что на некоторых станках заготовка крепится только прижимами. Для них должно быть место. Дальше - головная боль программиста. Вы же можете быть уверены, что максимально облегчили ему жизнь и лишили возможности запороть детали небрежностью. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 03:18
Сообщение
#5
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
3D модели имеют свои заморочки. Лучше их делать твердотельными. Тогда можно надеяться, что фреза не нырнет в практически не заметную щель меж поверхностями. Как ни странно, такое бывает. Хотя фреза по определению не должна лезть в отверстия и участки меньшие, чем ее диаметр.
За этим следит прога подготовки кодов. Понятно, что не будут обработаны участки куда фреза не входит по вертикали. Это стоит учитывать при разбивке на блоки больших моделей. С программистом стоит оговорить стратегии обработки. Проги подготовки отличаются их количеством. Для заказчика важно определить на сколько критична высота оставшихся после фрезы зубцов. Особенно при ускоренной обработке с большим шагом смещения фрезы. Не редко не выгодно вылизывать деталь до блеска. Довести до нормы бывает значительно быстрее и дешевле, помня о том что при 3D - время это деньги. Исходя из Ваших требований программист подберет оптимальную стратегию обработки. Требования к формату - те же что и при векторной резке. Согласовать с программистом. Ну, вроде основные подводные камни для подготовке выдал. Это то, на что чаще всего натыкаются при исполнении работы. Все остальные режимы обработки забота программиста. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 03:18
Сообщение
#6
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Если кому сильно интересно самому поиграться с подготовкой рабочих файлов, по ссылке лежит стартовая инфа для Visual Mill.
Он же существует как встроенный в Rhino плагин. Только под именем RhinoCam. http://www.a123systems.ru/index.php?showtopic=91 На этом вводную часть можно считать законченной. Можно переходить к дебатам и обсуждениям. Извините за внимание!  P.S. Если желание попробовать силы в создании рабочих файлов для станка, имейте в виду: просто так запустить их на станке не удастся. Во всех программах подготовки есть постпроцессор. Физически это файл содержащий все инструкции для написания программой конечного файла. Пост процессор уникален для каждого станка и настраивается один раз при отладке программы подготовки. Даже для совершенно одинаковых станков он может быть разным. Это зависит от того, что хотел получить оператор. Если есть возможность попробовать свои силы вплоть до реального исполнения, стоит использовать ту программу подготовки файлов, которой пользуются на доступном Вам станке. Предварительно скопировав файл постпроцессора и установив его на своем экземпляре программы. Он уже настроен и программа будет знать что и в каком формате примет от нее стойка станка. Можно, конечно настроить и другую прогу под станок, но тогда придется повозиться с отладкой поста. Кроме того, не во всех пакетах постпроцессор доступен для редакции. Надеюсь, все написанное поможет более уверенно общаться с операторами станков на одном языке. Сообщение отредактировал Soling - 16 Sep 2009, 15:52 -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 03:19
Сообщение
#7
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Следующее, что стоит знать и учитывать при заказе детали в 3D - стратегии обработки.
А основная мысль в том, что фреза не может выбирать полностью материал на склонах детали. При установке режимов задается величина смещения фрезы и и величина заглубления. Получается "лесенка". На 3D и того хлеще. Если прога не имеет набора стратегий приходится вылизывать деталь проходя чистовую обработку несколько раз изменяя угол проходов. Вот к стати, в том ролике с пауком так и сделали. Повернули проходы на 90 градусов и прошлись еще раз. Что бы облегчить жизнь разработали разные стратегии обработки. По одной, например, фреза может ходить параллельными прямыми по горизонтальным осям, меняя только высоту фрезы. По другой обходить заготовку по контуру, не меняя глубины за проход. По третьей ходит "солнышком" от центра заготовки. Ну и так далее. Естественно, от характера проходов меняется чистота обработки. При чем в разных зонах она модет быть разной. Задача программиста- технолога или оператора-два в одном, подобрать оптимальную стратегию для детали и подобрать оптимальные смещения для фрезы, что бы получить приемлимую чистоту поверхности. Сообщение отредактировал Soling - 16 Sep 2009, 15:55 -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
16 Sep 2009, 15:57
Сообщение
#8
|
||||||||
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Примеры стратегий:
Черновая горизонтальная. Фреза снимает материал горизонтальными слоями, обходя деталь по контуру с заданным припуском.
Вертикальная чистовая. Фреза идет параллельными проходами обходя деталь по высоте.
Горизонтальная чистовая. Обход слоями по горизонту. В отличии от черновой - только по поверхности детали.
Черновая и начало чистовой на реальной детали.
Чистовая, параллельными проходами.
Черновая. Видно как гуляла фреза. Относительно большого диаметра она не вошла в некоторые участки, просто их пропустив. За этим следит программа подготовки рабочих файлов. В дальнейшем более тонкая фреза, в данном примере - 0.3мм, выберет все до нужного вида при чистовой обработке. тогда на месте провалов будут нормальные очертания детали. Сообщение отредактировал Soling - 16 Sep 2009, 16:11 -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|||||||
|
|
|
|||||||





|
16 Sep 2009, 16:20
Сообщение
#9
|
||||
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Чистовая по акрилату.
Иногда гребни оставшиеся после фрезы можно использовать для оформления. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|||
|
|
|
|||



|
16 Sep 2009, 17:09
Сообщение
#10
|
||||
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Некоторые "фокусы" для "неудобных моделей".
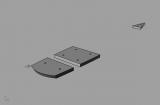
Случай первый: модель упорно не лезет на стол по габаритам. Чаще всего - по Z ( вертикальной оси ) Берем модель:
Кладем на стол редактора. "Окукливаем" пластинами заготовок допустимых для станка габаритов.
Режем модель на блоки по заготовкам. Дорабатываем блоки и делаем реперные отверстия через всю модель.
Дальше поблочно фрезеруем. при этом при достаточно ровных поверхностях заготовок и их калибровке по высоте, можно обрабатывать только наружние склоны. Что экономит время и деньги. Калибровать можно струной. Крепить на стол лучше двусторонним скочем. Пену ри обработке выгибает. -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|||
|
|
|
|||
|
16 Sep 2009, 17:16
Сообщение
#11
|
||
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
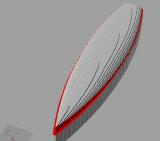
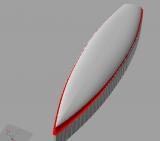
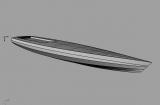
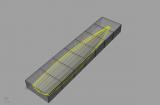
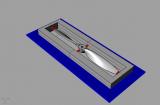
Случай 2:
Сложная поверхность. Заготовка калибруется по вектору контура. По этому же вектору вырезается маска в пластине из бросового материала. Заготовка ставится в маску и обрабатывается одна сторона детали до границ внутреннего прямоугольника. Переворачиваем деталь на столе редактора и станка и сделав новый рабочий файл режем вторую сторону. Понятно, должны быть технологические перемычки.
Эскизы прикреплённых изображений
-------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
|
|
13 Nov 2009, 21:28
Сообщение
#12
|
|
 Advanced Member Группа: Members Сообщений: 125 Регистрация: 29-December 07 Из: Ижевск Пользователь №: 61 Место Жительства:Ижевск Возраст:36 |
Вопрос такова плана возник в процессе. Если не нужно 3-д резать, нужно нарезать из листового материала, например тонкой фанеры или пенопласта какова выкройки-заготовки. Сразу возникает вопрос, как? Если везде идет фреза, она имеет диаметр и не везде ей можно сделать например пропилы разные под стыковку и пр...
|
|
|
|
|
13 Nov 2009, 21:43
Сообщение
#13
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Не понял проблемы. Фреза выбирается по диаметру так, что бы могла влезть в нужные места. Скажем - паз шириной 2 мм при фрезе Ф3 мм программа просто пропустит как не существующий. Фреза меньшего диаметра оставит в углах недоработки в виде скруглений по своему радиусу. Но сам паз выберет.
-------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
13 Nov 2009, 21:46
Сообщение
#14
|
|
|
Advanced Member Группа: Members Сообщений: 125 Регистрация: 29-December 07 Из: Ижевск Пользователь №: 61 Место Жительства:Ижевск Возраст:36 |
Цитата(Soling @ 13 Nov 2009, 22:43)  Фреза меньшего диаметра оставит в углах недоработки в виде скруглений по своему радиусу....... И ничего с этим уже поделать нельзя. Опять в рукопашную. А если заготовок 1000 штук? 
|
|
|
|
|
14 Nov 2009, 00:39
Сообщение
#15
|
|
|
Advanced Member Группа: Moderators Сообщений: 840 Регистрация: 27-December 07 Из: Москва Пользователь №: 57 Место Жительства:Москва Возраст:68 |
Цитата(saturn @ 13 Nov 2009, 21:46) И ничего с этим уже поделать нельзя. Опять в рукопашную. А если заготовок 1000 штук? Ну а что с этим сделаешь? Фреза имеет радиус. Можно резать лазером. Но... нет в мире совершенства. После лазерной резки остается обугленная поверхность. Можно использовать фрезу минимального диаметра. Скорость обработки упадет, понятно. Есть еще вариант - чисто конструктивный - учитывать эти радиусы на ответной детали. Конкретное решение, понятно, надо искать для конкретной конструкции. А так - вариантов много. Сообщение отредактировал Soling - 14 Nov 2009, 00:39 -------------------- Самая частая ошибка в том, что мы делаем не так как надо, а так как умеем.
Гремучая змея - очень милое и дружелюбное существо. Надо только знать, как с ней обращаться. Вопрос не может быть глупым, ибо есть свидетельство работы ума. Что глупости не свойственно. |
|
|
|
|
5 Dec 2009, 10:56
Сообщение
#16
|
|
|
Newbie Группа: Members Сообщений: 3 Регистрация: 10-January 08 Пользователь №: 103 Место Жительства:М/О Возраст:54 |
Цитата(Soling @ 16 Sep 2009, 18:16) Случай 2: Сложная поверхность. Заготовка калибруется по вектору контура. По этому же вектору вырезается маска в пластине из бросового материала. Заготовка ставится в маску и обрабатывается одна сторона детали до границ внутреннего прямоугольника. Переворачиваем деталь на столе редактора и станка и сделав новый рабочий файл режем вторую сторону. Понятно, должны быть технологические перемычки. Вот мужики режут винты http://www.hobbild.com/Mill_2008/eliche.htm может пригодится |
|
|
|

|
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0
| Текстовая версия | Сейчас: 3rd April 2025 - 01:28 |
Powered By IP.Board
© 2025 IPS, Inc.